Chapter 2
Tin-Glazed Earthenware:
Its Origins and Methods of Production
In medieval England, cooking-pots and jugs decorated with lead glaze were almost the sole products of the potter, but by the middle of the 16th century an extremely wide range of wares, largely modelled on Continental forms, was in production throughout the country. Drinking cups, tankards, dishes, skillets, storage jars, bowls, pancheons and chamberpots were just some of the new types of vessel introduced to England; usually these were made in an earthenware fabric, and were sometimes decorated with slip, applied clay motifs and a variety of glazes.
An important influence which led to changes in the style of English pottery vessels and the decorative techniques used on them was the introduction to northern Europe of Italian tin-glazed earthenware. The ware derived its name from the use of a lead glaze made opaque by the addition of tin oxide; this gave a glossy white surface to the pottery which could then be decorated in brilliant colours by the use of metallic oxides painted on the white ground. Italian potters were responsible for introducing this new type of pottery to the Low Countries and are known to have been working in Antwerp from at least 1508, so it has been assumed that the tin-glazed earthenware industry was started in the south Netherlands some time in the last quarter of the 15th century (Hurst et al 1986, 117). In the later 16th century, tin-glazed earthenware potteries were established in the north Netherlands at Amsterdam, Haarlem and Middelburg.
The earliest tin-glazed earthenware potters in England were immigrants from Flanders who arrived in Norwich in about 1567 and were working in London from at least 1571. The wares they were producing at that time are indistinguishable from comparable objects made in Flanders and are often reminiscent of Italian tin-glazed earthenware, consisting of plates, tiles, drug jars and altar vases (Archer & Morgan 1977, 9).
The introduction of Chinese porcelain to Europe had a significant effect on the forms of tin-glazed earthenware vessels and their decoration. Whitehouse (1972, 63) considers that porcelain had arrived in the Mediterranean during the medieval period in small numbers, perhaps brought back as souvenirs by travellers from the Middle East. It did not become available in northern Europe in fairly large quantities until the last quarter of the 16th century; thus the earliest porcelains found during the extensive archaeological excavations in Exeter belong to the period c.1590 to 1620 and came from the wealthiest areas of the city (Allan 1984, 105). The setting up of the Dutch East India Company in 1602 led to a rapid increase in the trade with the Far East, and Chinese porcelain flooded the Dutch and English markets. Although the English potters could not reproduce a porcelain body, tin-glazed earthenware with its white surface and painted decoration could be made to imitate the popular and much sought-after Chinese porcelain. In 1628 a London potter, Christian Wilhelm, boasted that his tin-glazed earthenware was ‘as faire as China dishes’.
In the 16th and 17th centuries tin-glazed earthenware potters were called ‘gallypotmakers’ and their wares were known as ‘gallypots’ or ‘gallywares’. For example, in 1658 Robert Bennett, one of the earliest tin-glazed earthenware potters working in Brislington was described in his will as a ‘gallypotmaker’ (PRO Prob 11/296). The derivation of the term gallypot is obscure. Ivor Noel Hume (1977, 2) has suggested that it relates to the 15th-century importation of Italian maiolicas that reached Europe aboard galleys. However, it seems more likely that the use of the term in England came from Flanders: the makers of tin-glazed earthenware in 16th-century Antwerp were practically all described in the records there (according to Britton 1987, 22) as ‘geleyerspotbackers’.
In England the generic term ‘delftware’ has long been used to describe tin-glazed earthenware. Delftware was so called from the pre-eminence of the Dutch city of Delft in the manufacture of tin-glazed earthenware in the 17th and 18th centuries and the word seems to have been adopted for everyday use in England by the early part of the 18th century.
The Origins of Tin-Glazed Earthenware
It seems to be generally accepted by leading authorities, for example Brears (1977, 4), Archer and Morgan (1977, 9) and Carnegy (1993, 12), that the origins of tin-glazed earthenware are to be found in the ancent Middle East and more particularly in Mesopotamia, now modern Iraq. Tin was apparently being used as an ingredient in a glaze for pottery at least as early as the 9th century in Mesopotamia and it has been suggested that the first experiments in tin glaze were carried out there under the patronage of the Abbasid caliphate. These tin-glazed wares were in emulation of the Chinese T’ang porcelain, which was imported to Iraq mainly by sea, via the Indian Ocean and the Persian Gulf.
The spread and development of the technique from its origin in Iraq may have been linked to the rapid growth of Islam, which, within little more than a century, extended right across North Africa and into Spain. In Spain the production of tin-glazed earthenwares was centred in Malaga in the 13th and 14th centuries and the ware produced there is known as ‘lustreware’. However, Hurst (1986, 40) is of the opinion that the increasing power of the Christian kingdoms made it difficult for Muslims to trade; and many of the potters migrated to Manises, near Valencia, in the middle of the 14th century. Other important Spanish pottery centres in the 14th and 15th centuries were in Catalonia, at Paterna in Valencia, Teruel in Aragon and Talavera in Castile (Carnegy 1993, 19).
Spanish lustreware was exported to Italy where it became known as ‘maiolica’, which was probably a corruption of Majorca, an important port for trade between Spain and Italy at that time although Carnegy (1993, 22) has suggested that the name could also derive from the Spanish ‘obra de málaga’ or ‘Malaga work’. Rather than importing maiolica the Italians gradually turned their patronage to their own potters who were beginning to produce tin-glazed earthenware. The industry became established in north-central Italy from about 1440, and by the end of the century flourished in such places as Montelupo and Faenza. The late 15th century or early 1500s saw the development of elaborately decorated maiolicas at Urbino and Castel Durante.
From Italy, the fashion for decorated tin glaze spread throughout Europe. In the 16th century Montelupo seems to have obtained a near monopoly of the maiolica trade throughout the Mediterranean and even as far as the North Sea (Hurst 1986, 12) and Montelupo wares have been found on archaeological excavations at Exeter, Salisbury, Poole and Plymouth where they come from late 16th- and early 17th-century contexts (Allan 1984, 109; Brown 1979, 41-43).
In the early 1500s, Italian potters, with an eye to new and developing markets, started to emigrate and set up workshops in Spain, France, Switzerland and Antwerp. By 1512 or possibly earlier, a potter called Guido Andries had established a pottery in Antwerp. It seems likely that this is the same person as Guido di Savino formerly of Castel Durante near Urbino in Italy who was mentioned by the Italian writer Cipriano Piccolpasso as having taken the art of producing maiolica to Antwerp (Lightbrown & Caiger-Smith 1980, 13-14). Britton (1987, 18) has suggested that Guido thought it patriotic to his newly-adopted country to abandon his Italian surname and assume a Flemish one; this hypothesis is apparently confirmed by contemporary documents. It was Guido Andries’ son, Jasper, who played a leading role in the spread of the technique of producing tin-glazed earthenware from Antwerp to England in the second half of the 16th century.
The Introduction of Tin-Glazed Earthenware to England
John Stow’s survey of London, Westminster and Southwark, published in 1598, summarises the introduction of tin-glazed earthenware to England: ‘About the year 1567, Jasper Andries and Jacob Jansen, Potters, came away from Antwerp, to avoid the Persecution there, and settled in Norwich; where they followed their Trade, making Galley Paving Tiles and Vessels for Apothecaries and others very artificially. Anno 1570 they moved to London …’.
Recent documentary research seems to confirm Stow’s statements. Religious persecution by the Spanish in Flanders was responsible for the emigration of Antwerp potters to other countries in the 1560s. Protestant Holland and England must have been attractive havens to the Huguenot refugees and among those to come to England were Jasper and Joris Andres, the sons of Guido Andries, and another potter called Jacob Jansen. They arrived in Norwich in about 1567, in which year they were noted in the Norwich Diocesan archives. A petition to Queen Elizabeth I from Jacob Jansen and Jasper Andres, which was most probably lodged in 1571, claims that they were the first to practice tin glazing in England and that Henry VIII had offered inducements to Jasper’s father to come and work in England. Britton (1987, 21) feels they favoured Norwich due to the presence there of a suitable clay and also because the Duke of Norfolk and members of the Dutch Church in London had resolved to invite people from the Low Countries who had come to England as refugees to settle in Norwich. However, as yet there is no evidence of tin-glazed earthenware production in Norwich, in the form either of pottery wasters or of a kiln.
On 16 June 1570 a petition was made to Queen Elizabeth by a group of gentlemen from Lincolnshire and Northamptonshire – Richard Bertie, Thomas Cecil, Francis Harrington and Edmund Hall – who were concerned with encouraging the settlement of alien craftsmen in England. Among other trades mentioned in this patent was ‘the arte and science of baken of erthen vessell[es] and other erthen woorke after the manner of Turkye Italye Spayne and Netherlond with purtraict[es] and coloures …’ (Edwards 1974, 8). This is obviously a reference to tin-glazed earthenware, although Edwards notes there is no evidence that any such ware was made in the Stamford and Peterborough area, the settlements in which the patentees were chiefly interested.
A few months later Jasper Andries presented a petition to the Queen requesting the granting of a patent for the production of tin-glazed earthenware. The document has been damaged so that the full name of his co-petitioner is missing but it was presumably Jacob Jansen. The petition is undated but it was accompanied by a letter dated 25 January 1571 signed by the head of the Dutch Church in Norwich and fourteen elders stating that ‘We the Ministers of the Belgiogermanic Church which is in Norwich confirm by sworn statement that Jacob son of John and Caspar son of Andrew, citizens of Antwerp, are members of our Church …’.
The petition for the patent reads as follows:
‘To the Queen’s most excellent Matie. In moast humble wayse your orators Jasper Andries and [damaged]..anss boathe of Antwerp. That whereas to avoyde persecution and for their conscience’ sake they came into this your Maties Realme and contynewed [damaged] almoaste three years, exercising the makinge of Galley pavinge tyles and Vessels for potycaries and other very artificially evin as it maie [app]eare by the chest withe their handyworke by them unto your Matie presented. And forasmuche as they are the first whiche browght and dide exercise the saide science into your Maties Realme, and have bine at very greate charges before they coulde finde the materialls in this Realme; and that the same science was so acceptable unto King Henry the eight of moaste famous memory yor highness father that his Matie offered to the said Jaspar’s father good wages and howsrowme to exercyse the same in this Realme wch then came to none effect. But nowe your Oratours doo onely beseche (in recompense of the [greate?] coste and charges) that it maie please your Matie to graunte them howserowme in or withowte the liberties of London by the watersyde and privil[ege?] for the tyme of twenty yeares and that none but their wyfe, children and assignes maie exercyse the saide science in this your Maties Realme of Englannde, and to sell and transporte the same aswell owteward as Inneward unto all menn, free of all custome. And they shall praie to the Lyvinge Lord for your Maties godly and prosperous succes’.
There is no evidence that the petitioners were granted a patent but nevertheless in 1571 Jacob Jansen (or Johnson) is recorded as working in Duke’s Place, Aldgate, London where he was described as a pott-maker; there were six other alien potters listed there at the same time (Edwards 1974, 77-78). The establishment of the Aldgate pottery is of great importance in the history of tin-glazed earthenware manufacture in England as it was the first of a number of such potteries set up in London and led to a flourishing industry. After Johnson’s death in 1592 the Aldgate pottery continued until 1615 when at least one, and possibly two, other tin-glazed earthenware potteries had been started in Southwark at Montague Close and Pickleherring.
The industry continued to thrive in London and eventually tin-glazed earthenware potteries were started elsewhere to meet the increasing demand for the product: at Brislington c. 1650, at Bristol by at least 1682, at Belfast in the late 17th century, at Liverpool in 1710, at Dublin c.1730, at Rostevor, County Down c.1742 and at Glasgow in 1748.
The Manufacture of Tin-Glazed Earthenware
Clay and Clay Processing
In order for a pot to be produced successfully the clay used in its manufacture requires two properties. It must be sufficiently plastic so that the potter can throw it easily on the wheel and it must contain enough silica to make it resistant to the heat of the kiln to prevent warping during firing. Potters call these properties of clay ‘fat’ and ‘lean’ respectively and these terms are used in 17th- and 18th-century documents.
Tin-glazed earthenware could not be made from common red clay alone because the plastic quality of this clay would have made it shrink and spoil the glaze in firing, and also a red ware body might show through the white tin glaze. The addition of a lean clay, with a high lime content, was needed to correct the excessive shrinkage of the vessels in the kiln. This lean clay contained a large proportion of chalk (calcium carbonate), usually somewhere between 15 and 22%, and was known as a true marl or ‘malm’. The lime component acted as a bleach on the red iron in the clay and turned a pale buff colour when fired. The need for a very densely opacified glaze, and expensive tin, was therefore reduced.
The type of clays necessary for making tin-glazed earthenware did not occur naturally together in one place and some had to be imported. This is one of the reasons why the potteries were usually sited on the banks of navigable rivers, as the bulky raw materials could be moved more easily by ship than overland. The clays used by the London potters were a local red clay, a calcareous East Anglian marl known as ‘blue’ clay and a ball or ‘white’ clay from near Poole in Dorset.
On arriving at the pottery the clays had to be mixed in the correct proportions, washed and sieved to remove impurities, dried and then worked into a pliable state for throwing.
In 1697 the potter John Dwight described this process: ‘At Lambeth Gally Ware is made of a Compossion of Clays mixed together, one sort is called Red Clay which is very strong, and the other Blue Clay, wch is of a good strength, & the last is White Clay which is ye weakest, they are Mixed in this Manner. First they put about three Barrels of Red Clay and five of Blue Clay and seven or Eight of white Clay, into a pond or sestron [cistern] where it is stired and wrought together till it becomes like Thick water, this is call’d washing of Clay, Then its put through a fine haire sive and runs into a Shallow place like to a seastron, where it sattles into a bed and the water dryes from it, after which it is Carried into the House and wrought up by treading, till it is of a Certain plyable temper fitt for business, then it is Carri’d to the Working Roome where it is Moulded like fine Paste, after which it is devided into smale parcels according to that worke destined, there being severall sorts made in one Roome …’ (Weatherill & Edwards 1971, 164).
A similar process was described by an anonymous author in 1767 in the Swedish newspaper, the Goteborgska Spionen. He was describing the pottery owned by Richard Frank and Son at Redcliffe Back in Bristol where a Swede called Magnus Lundberg was the foreman: ‘The work is very extensive and repays description. The clay of which this porcelain is made, and which is quite up to our blue and white Stockholm clays in fineness, is obtained partly from here near Bristol, at Dondery and Stacent; partly fetched from Ireland. The clay which is found here is altogether fat, and no work could be done with it alone; they have to mix it with the lean Irish clay. These clays are sieved, wetted and kneaded together. Before the piece of clay can be put on the turning-machine it must be worked on like a piece of dough…’ (Jackson & Price 1982, 19).
Two of the sources of the three types of clay used at the Bristol pottery can be identified as Dundry (‘Dondery’) just to the south of Bristol and Carrickfergus in Northern Ireland. The latter was an important source of potters clay and records survive of the importation of clay from Carrickfergus to Bristol in the 18th century. For example, the Bristol Port Books show that Thomas Frank imported 40 tons of potters clay from Carrickfergus on 7 October 1775 (Bristol Presentment Books, 1775). The location of the third source of clay, ‘Stacent’, is not known but may refer to somewhere in Dorset or North Devon that was supplying ball clay.
The only evidence recovered archaeologically for clay processing was found at the site of the tin-glazed earthenware pottery at Norfolk House, Lambeth, London. Here a structure with a brick floor and parallel brick walls 6 feet 6 inches apart was excavated in 1968. It was filled with a fine, light grey clay and was thought to be some form of clay-settling or storage tank associated with pottery manufacture (Bloice 1971, 117).
Throwing
After mixing and processing, the clay was cut into lumps which were of a size suitable for the type of vessel being made. They were then shaped by the potter into the form of the vessel by being thrown on a kick-wheel. After this they were placed on long wooden pot-boards. These boards were placed on shelves, usually close to the kiln, where the wares could dry before being fired.
In 1697 John Dwight described the work carried out in the throwing room of his pottery and the type of equipment used: ‘There being severall sorts made in one Roome, and is all turn’d or Made with a Wheele, for Every sort of Worke has some diffrance in the wheele, as for the Wheeles themselues there is noe diffrance (but in the head upon which they Worke) it being a Round peece of Timber put upon an Axell Tree, or Rather upon an Iron spindle, sett in a perpenticular with the Wheele end downwards, and their block on the other End upon which they worke, allwayes obseruing to keep their wheele mouing with their Right foote while they turn any peece of Ware, which is brought to perfection by slight of hand, without any other Toole but only a peece of square Iron, with which they smouth over the out sides of their Ware’ (Weatherill & Edwards 1971, 164).
In 1767 the same process carried out in the Redcliffe Back Pottery in Bristol was described: ‘First the dough-lump [clay] is shaped on a stool into whatever form it is to assume, jug, can, bowl, basin, punch-bowl, or whatever is desired. It is subsequently sent to another workman to be shaped more neatly, and is finally fired for the first time’ (Jackson & Price 1982, 19).
Glazing and Decorating
Tin-glazed earthenware was always twice-fired in the kiln. This was because tin glazes, being of a high viscosity, had a tendency to ‘crawl’ and leave bare patches if fired in one go. The traditional procedure was to fire the unglazed ‘biscuit’ ware at a higher temperature than the glazed ware. With the high-lime body, this ensured that the clay was fired to its maturing point, giving a tighter, stronger, more craze-proof body. The lower glaze temperature ensured maximum stability of glaze and therefore less distortion of the painted decoration. Firing temperatures were in the region of 1000°C for the biscuit ware and 950°C for the glazed ware. The two types of ware could be fired in the same kiln, possibly even at the same time, although the biscuit ware would be placed in corners or parts of the kiln where the temperature was slightly higher than that required for the glazed ware.
After biscuit firing, and cooling, the pots could be dipped in the glaze which would be absorbed into their porous surface. They would then be fired again to set the glaze.
Tin glaze was made of lead opacified by the addition of ashes (oxide) of tin. The tin came from mines in Cornwall and a verse painted on a punchbowl dated 1731 and now in the Victoria and Albert Museum expresses the importance of tin in its manufacture: ‘John Udy of Luxillion, his tin was so fine, it glidered this punchbowl, and made it to shine …’ (Ray 1968, 87).
Tin oxide created opacity because its undissolved particles remained in suspension in the glaze. Traditional tin glazes often contained as much as 20% tin oxide.
Such large amounts of tin increased the viscosity of the glaze and could cause pinholing, crawling and mattness in the surface of the glaze. These faults are often seen in tin-glazed earthenware wasters which were discarded during the production process and examples occur on finds from Brislington (see Chapter 7 below) and Limekiln Lane, Bristol (Jackson & Beckey 1991, 99). Carnegy (1993, 80-81) notes that the main drawback of tin glaze was its facility for attracting chrome so that any form of chromium oxide in the kiln would migrate and form the pink flashes on the glaze surface so often seen on this type of earthenware.
Although tin-glazed on their upper, decorated, surfaces, the majority of English dishes and plates of the first seventy years of the 17th century were coated on their backs with semi-transparent and yellowish lead glaze containing little or no tin.
The brush-painted or sponged decoration was applied with colours made from mineral oxides, and the following colour range could be achieved:
| Colour | Source | Preparation Required |
| Blue | A natural pigment obtained from an impure form of cobalt oxide | Grinding |
| Mauve to Dark Purple | A natural pigment of manganese | Grinding |
| Red | Iron rust | Calcining and grinding |
| Yellow | A compound of antimony, lead and common salt | Calcining and grinding |
| Green | A mixture of copper, sulphur and salt | Calcining and grinding |
The basic glaze material was sometimes reduced to an oxide by the process of calcining, that is, being roasted in intense heat for a long period. It was then very finely ground together, often fired in a crucible in the kiln to a state known as ‘frit’, reground several times to reduce it to a water soluble state, and, finally, mixed into a slurry with water.
Mills for grinding the ‘frit’ had to be used and these were either water mills, windmills or horse mills. The water mill on the Brislington Brook close to the site of the Brislington pottery was owned by tin-glazed earthenware potters such as Edward Ward, Thomas Frank and Thomas Dickson from at least 1694 to 1725 and it was presumably used for grinding colours (BRO Brislington PR & Chw/1). Owen (1873, 350) tells us that a mill at Woollard on the River Chew, near Keynsham, six miles south of Bristol was leased by the Water Lane pottery in Bristol.
The glazing and decorating process carried out at the Redcliffe Back Pottery was described in 1767: ‘On this stone [pottery] are placed all manner of colours, which takes place in the drawing-room. The work goes slowly.
Afterwards it is glazed, N.B. after the first firing has taken place, the plate is dipped in a sort of substance which looks like white lime: as soon as this has run over it, it becomes immediately dry again. The vessels which are to be brown, are similarly dipped in a lime-substance composed of reddle, etc. [this latter may refer to brown stone ware which was also made at the pottery].
The substance for the glaze is composed of ‘frätt’ which is made of one part of soda and three parts sand, tin-ash of one part tin and three parts lead, cobalt, salt, arsenicum alb. All this is mixed together and burned to a flux, then crushed and ground, mixed with water, and applied to the glazing of the porcelain’ (Jackson & Price 1982, 20).
A similar process was described by John Dwight at Lambeth in 1697: ‘After it has been once burnt then they Lead itt and paint it with what Coullers they please and then put’s it in the Kiln a second time wch setts a gloss upon itt …’ (Weatherill & Edwards 1971, 164).
Kilns
The traditional type of kiln used for producing tin-glazed earthenware was of a wood-fired, updraught design, with a large firebox directly under the rectangular chamber in which the ware was placed for firing. Arches supported the floor of the firing chamber. The flames passed straight up through the wares and out of the vent ports in the arched roof. This design of kiln would only have been suitable for the customary firings of 950 to 1000ºC; neither the design nor the bricks from which the kiln was constructed would have survived higher temperatures. It would also have been difficult to retain heat long enough to produce a significant rise in temperature. The uneven heat inevitable in a rectangular updraught kiln was used economically by the firing of different types of ware in appropriate places. Glazed wares were put where temperatures were most predictable. Corners and odd, very hot or very cold, places were filled with raw ware and containers of mixtures for calcining (Carnegy 1993, 88).
There are a number of documentary references to tin-glazed earthenware kilns. The best contemporary account was given in 1697 by John Dwight concerning the Lambeth kiln. He wrote that: ‘The Kiln is made about 9 or 10 foot square and arch’d at the top like a valt or an Ouen with a Doore place up to the very top (for soe high they fill it) which Dooar place is wrought up with Bricks and lime when filled. When they have made as much pottery as they think will fill the kiln they begin to set with all sorts of Ware that is made of Gally stuff, But most of it being twice burnt, they usaly set that to be finished near the Fier, and the other above itt’ (Weatherill & Edwards 1971, 164).
Further details of the design of kilns were given in 1750 in a court case concerning the establishment of the Delftfield Pottery in Glasgow. These concerned the vent ports in the roof of the kiln and the design of the firebox. Evidence was given that it was proposed ‘to have five Vents across the Crown of the Kiln, but [it was directed that] there should be only three Vents … the Mouth of it was altered … and made into the Fashion of the Kilns used at Liverpool’. Information was also given about the frequency of the firing of kilns ‘… that the [pot]houses in London that have but one Kiln, burn but a Kiln once in ten Days or a Fortnight, and some Times but one in twenty Days’.
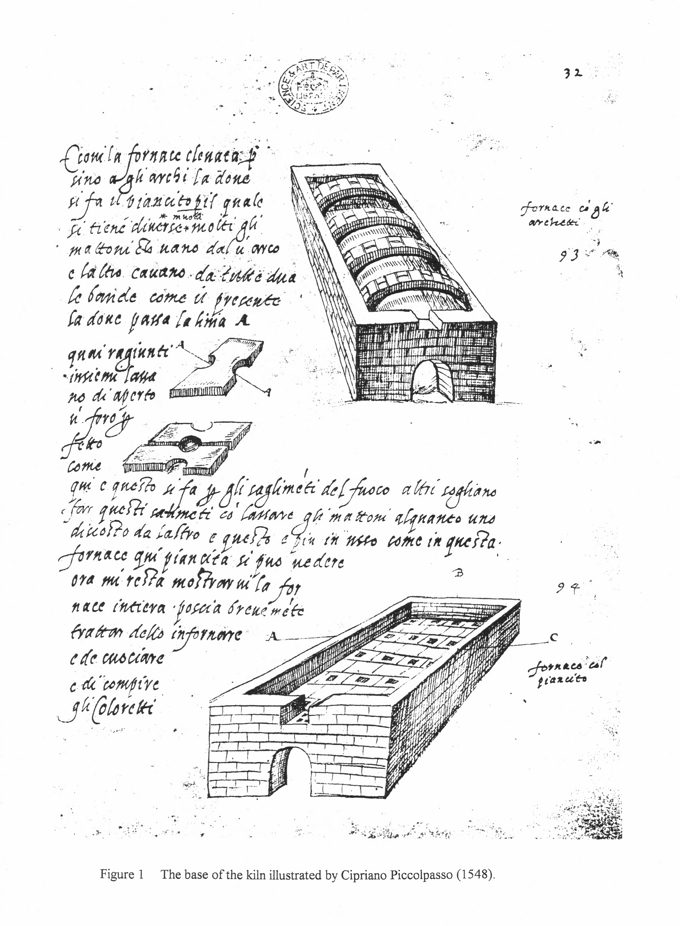
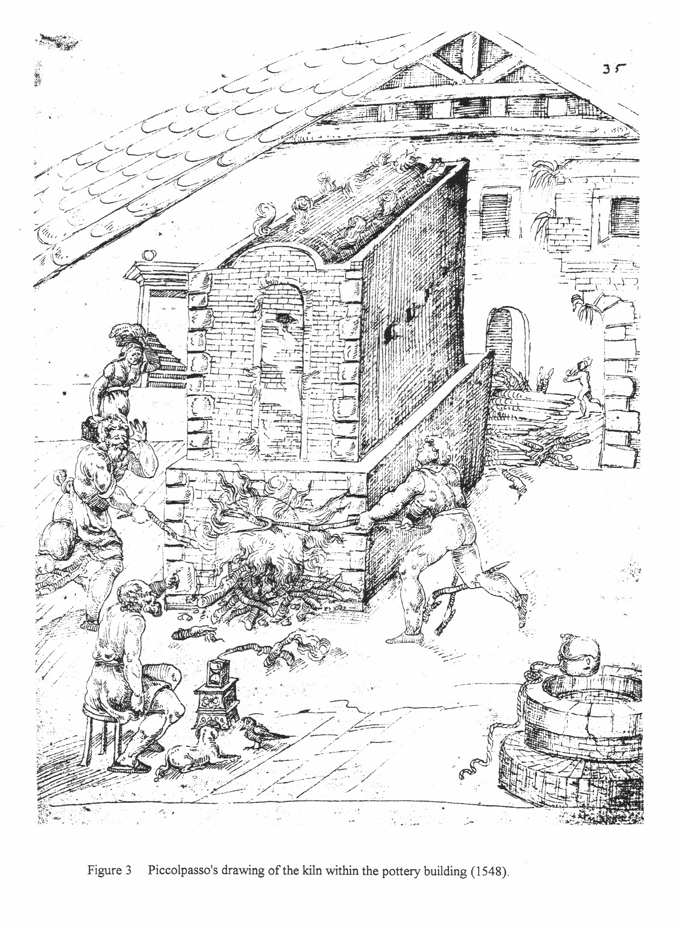
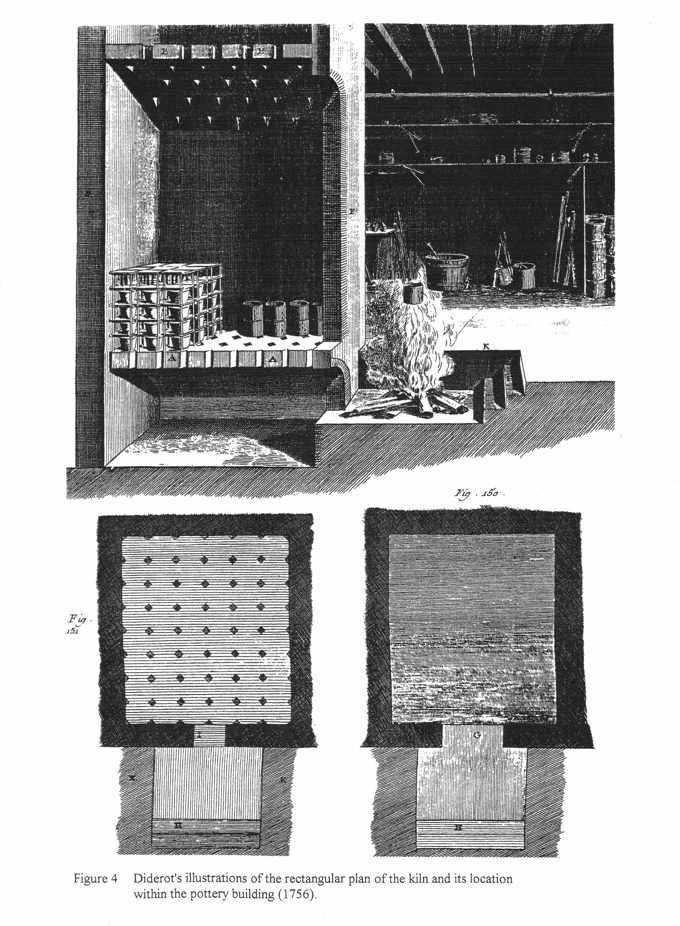
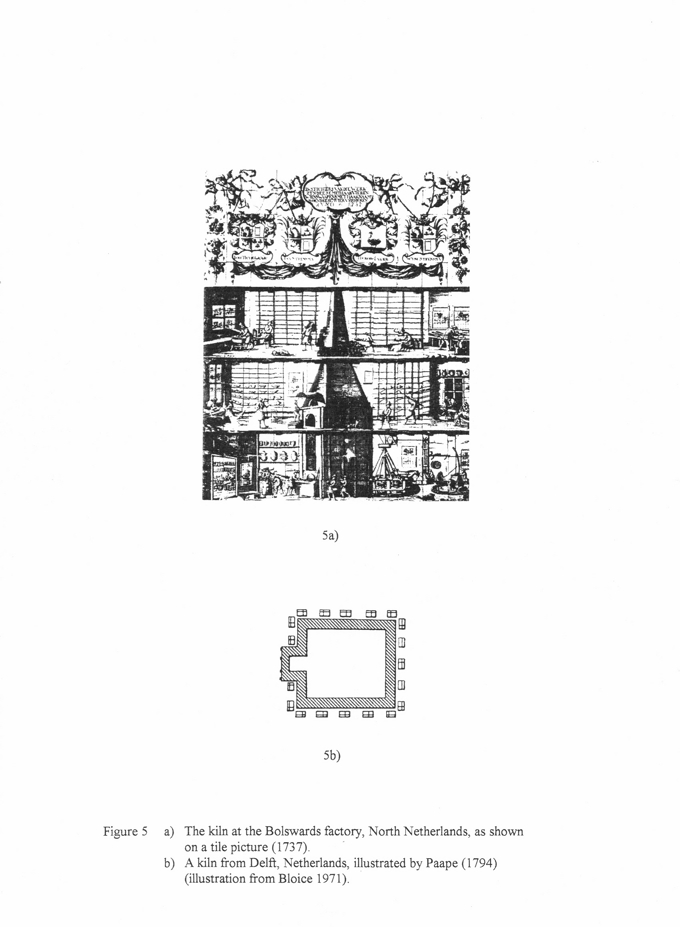
Other contemporary drawings and descriptions of tin-glazed earthenware kilns in Europe are known from the 16th to the 18th centuries. In 1548 Piccolpasso illustrated a kiln 5 feet wide and 6 feet long (Figs. 1, 2 & 3) and also mentioned a larger kiln 10 feet wide and 12 feet long although it is not clear if these are internal or external measurements. The firebox arch was 4 feet high and he gives an overall height of 6 feet for the kiln. In about 1756 Diderot described a kiln with a firebox 8 to 9 feet wide by 9 to 10 feet long internally. The firebox arch was 4 to 5 feet high and the height of pottery chamber above the firebox was 10 to12 feet. The kilns are shown as being enclosed within the buildings of the pottery (Fig. 4) (Diderot 1756, 454-460). A Dutch tile picture of the Bolswards factory at Friesland, North Netherlands in 1737 showed a rectangular kiln which passed up through three floors of the factory (Fig. 5a) (Archer 1971, fig. 1). Duhamel illustrated a kiln with a firebox 7½ feet square internally with walls 1¾ feet thick. The firebox arch was 4 feet high and had the unusual feature of two pottery firing chambers above each other, each 8 feet high (Duhamel 1773). Paape writing in 1794 illustrated a rectangular kiln from Delft (Fig. 5b) (Paape 1794, pl. IV).
The pottery owned by Henry Hobbs and Company in Bristol is shown on an early 18th-century map (Fig. 21) (BRO Plan Book A31e). The buildings of the factory are depicted and all are shown as rectangular. It is assumed that the kiln or kilns were within these rectangular structures. Certainly no circular kiln is represented.
These descriptions of all these kilns fit into a pattern of rectangular, probably single flue kilns, which go back on documentary evidence to at least the middle of the 16th century in Italy although it has also been shown to still occur in north-west Europe in the 18th century. However, in the context of archaeological evidence for kilns in England prior to the 17th century this type stands out clearly as intrusive, contrasting sharply to the circular, and usually double flue, kilns of the native tradition which continued in use contemporaneously with it (Bloice 1971,150).
Reliable archaeological evidence for tin-glazed earthenware kilns is limited to five London kilns: at Norfolk House, Lambeth, Montague Close, Southwark and Platform Wharf, Rotherhithe.
Bloice (1971) described the results of the excavation of the Norfolk House kilns which date to the period 1680 to c.1737. The best preserved was built into a shallow ‘foundation’ pit and comprised three friable red brick features, the most complete being 24 inches thick and 27 inches high (Fig. 6). The interior of the kiln was a flat area of yellow-grey material 4 inches thick (possibly decomposed brick) with a fused, hard surface. This was interpreted as the base of a firebox 6 feet 3 inches wide internally and with a length of between 4 feet 6 inches and 9 feet 6 inches internally. The external dimensions were 11 feet 6 inches wide and over 14 feet 6 inches long, while the firebox arch was about 4 feet high.
The second kiln at Norfolk House comprised two friable red brick features orientated east/west and 5 feet apart. The walls, resting on natural gravel, only survived two to three courses of bricks high. Their outer faces were vertical but the other faces irregular. Between the walls was a red sandy ash layer containing biscuit sherds. This structure had been badly damaged by later concrete foundations but enough survived for it to be interpreted as part of the firebox of a kiln of a similar size to the one described above.
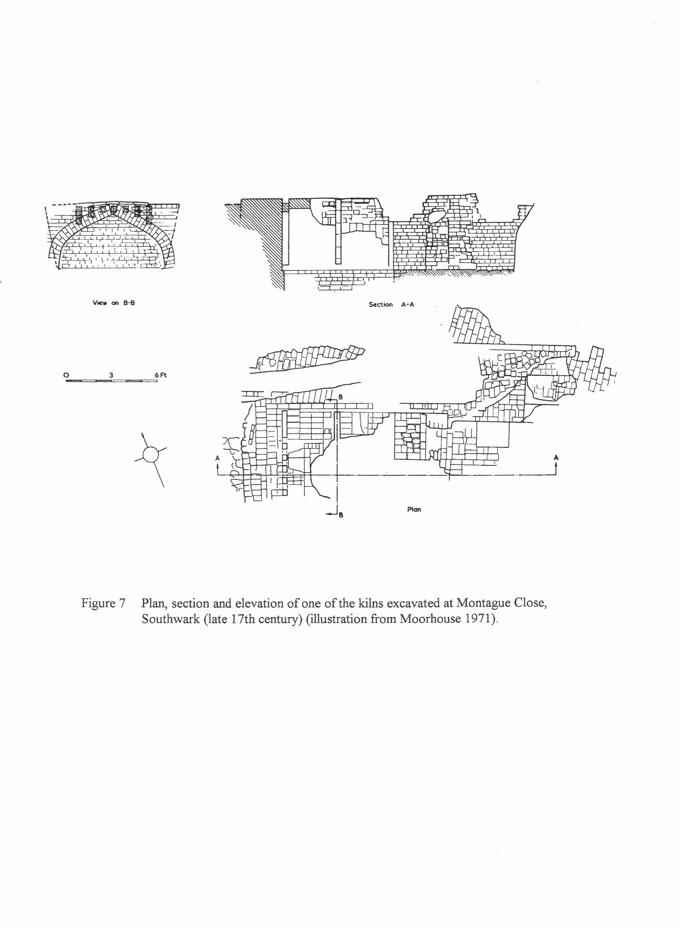
No excavation report has yet been published describing the two kilns uncovered at Montague Close, Southwark in 1969 and 1970. However, they apparently date to the late 17th or early 18th century. One kiln had three periods of use and reconstruction, the last period showing various alterations. No dimensions have so far been reported but both kilns were brick-built, rectangular and the remains consisted of a stokehole, firebox and arches which would presumably have supported the pot chamber (Fig. 7) (Hurst 1970, 183-184; Moorehouse 1971, 212-4).
During excavations on the site of a medieval manor house at Platform Wharf, Rotherhithe, it was discovered that in the early 17th century the manufacture of tin-glazed earthenware was established in the surviving parts of the former royal residence (Egan 1987, 288). The brick base of a rectangular kiln was found cut into the walls of the north-west tower, and two brick-lined puddling pits had been dug into the east wall and the backfilled moat. It seems that pottery manufacture on the site had ceased by the end of the 17th century.
There have been reports of the finding of tin-glazed earthenware kilns at Brislington and Liverpool. The Brislington ‘kiln’ excavated by Pountney was a circular structure 15 feet in diameter (Pountney 1920, 25) and is discussed in detail in Chapter 3 below. At Liverpool, during the rebuilding of Liverpool Museum, tin-glazed earthenware kiln waste was found and the outside edge of a circular brick structure observed. It is implied that this was a kiln, but, if it was a kiln, it is unique in being circular (Bloice 1971, 149).
Fuel
It seems that wood was the only fuel used to fire the kilns as the gases from coal-firing would have damaged the ware. The description of the Redcliffe Back Pottery of Richard Frank & Son in 1767 in the Goteborgska Spionen when talking of the firing of the kilns stated that: ‘Great quantities of wood are expended in this. Coal is unserviceable. All the wood comes from Wales, and is sold here at a much higher price than in London’ (Jackson & Price 1982, 19). Carnegy (1993, 88) has suggested that willow was the main source of wood used.
The Layout of Pottery Premises
Little is known about the layout of tin-glazed earthenware potteries as no contemporary plans survive. Rather than being of a particular size and floor-plan one can imagine that they grew in a somewhat haphazard way as the demand for tin-glazed earthenware increased resulting in the building of additional workshops, storage areas and kilns as the need arose.
The earliest description of a tin-glazed earthenware pottery appeared in the inventory of John Robins, manager of the Pickleherring pothouses in Southwark, which was prepared on his death in 1699 (Britton 1990). Unfortunately the inventory was more concerned with listing and valuing the various types of finished and part-finished wares stored on the premises rather than giving details of the buildings themselves. Robins also produced stoneware pottery in addition to tin-glazed earthenware and consequently it is difficult to tell which buildings and equipment relate solely to the production of tin-glazed earthenware.
There were two ‘Pott Houses’ in Vine Yard and Stoney Lane respectively, each with two kilns, and it seems probable that tin-glazed earthenware and stoneware production was confined to separate sites. The only parts of the tin-glazed earthenware premises named, apart from the two kilns, were the painting room, biscuit room, tile loft, flat ware room, ‘Spatching’ [dispatching?] room, ‘Alexanders’ room, ‘givering’ room [where pottery was dipped in glaze], kiln head and four warehouses.
Among the equipment listed were six wheels, eight benches, two ‘profileering’ wheels [probably for decorating and trimming vessels], three painting tables, seven chairs, a ‘slugging’ bench [for making saggars], kiln planks, a mill and stampers, three mill stones, weights and scales, two iron mortars, an iron pestle, a ‘Crow’ sledge, ‘picking bills’, 15 seives, Windsor bricks [refractory kiln bricks], two iron shovels, iron rakes for kilns and colours, a tin kiln, two ‘white’ kilns, baskets, three horses and harnesses and a cart.
In the separate ‘Clay Ground’ where the clay was prepared were troughs, pits, ‘sintes’, ‘backs’, hurdles, two wheelbarrows, two sieves, five oars [for beating the clay] and 23 boards. The clay stored on the clay ground consisted of 40 tons of washed clay, 12½ tons of white clay, 12 tons of blue clay and 16 loads of red clay.
The stock of tin-glazed earthenware held on the premises comprised 22,984 pieces of ‘white and painted perfect ware’ [ware finished and ready for sale], 43,936 pieces of ‘clay ware’, 35,523 pieces of ‘biscuit’ ware [once-fired wares ready for decorating and glazing], 2,678 pieces ‘given and painted’ [wares glazed and decorated but awaiting their final firing] and 2,061 pieces of ‘ware given white’ [plain glazed wares awaiting their final firing].
Another inventory which gives details of a tin-glazed earthenware pottery was that prepared in 1727 on the property of Nathaniel Oades, a potter of Gravel Lane, Southwark, although, like John Robins, he was also producing stoneware as well as tin-glazed earthenware (Britton 1990, 190-192).
Oades had only two kilns, a ‘mug kiln’ for firing stoneware and another kiln for firing tin-glazed earthenware. In the ‘long’ room and three other un-named rooms he had nine potters’ wheels, racks, four bins, three tubs and a stove. He had a ‘painting’ room where the decorating was carried out and that contained two tables, three turntables, nine ‘jollys’ [lathes for trimming pots], shelves, a stove and seven ‘matted’ chairs, the quantity of seating provided perhaps indicating the number of decorators he employed. A ‘colour’ room was set aside for producing the colours and glazes used on the earthenware and that held a pair of brass scales, a metal mortar, an iron pestle and a box.
In the earthenware kiln room he stored ‘1500 wt of colours, 800 of frett, 7 mills of ground colours, 3 head of millstones, 4 boskeys, 2 colour troughs, 2500 wt of kelp, 2 hundred weight of tin ashes, 1 hundredweight of good blue, 75 pounds of ordinary blue, 350 wt of tin and 200 wt of lead’.
A ‘biscuit’ room, presumably for storing the biscuit or once fired wares, had shelves and bins while the loft above the ‘mugg kiln’ room had saggars, racks and benches, although it is not clear if these were stoneware or earthenware saggars. There was a little room by the mug kiln, a stoneware loft, a stoneware house, a ‘white ware house’ with a loft above and a ‘lower warehouse’ with a counter, counting house, desk, chair, chest, shelves and bins.
A loft containing bins was described as being ‘over the ponds’, the latter presumably being used for washing the clay. These were part of the ‘clay ground, yard and stables’ which held ‘half a freight of blew clay, 48 backs of washed clay, 160 loads of wood, 7 clay backs, a pump, the shelves, four slates, 2 oars [for beating the clay], a strainer and seive, a large beam and scales and weights, 3 wheel barrows, some hogsheads and baskets, a parcel of old iron, 4 givering tubbs [a tub containing glaze into which biscuit was dipped], 3 horses, beans and bins, 12 pounds of pack thread, slug moulds, tile moulds, 2 kiln ladders and 3 planks’ and possibly the two sows and pigs and 1,900 pot boards mentioned later in the inventory.
In addition to the pottery premises Oades also owned a large colour mill valued at £30.
Marketing and Distribution
There is little documentary evidence to show how the 17th-century potters sold and distributed their wares locally but purchases would have been made direct from the pottery showrooms or from itinerant pot-sellers. It is known that households throughout the country were supplied by vendors carrying baskets of pots; in 1686 Dr. Robert Plot in his book The Natural History of Staffordshire described how wares were distributed by ‘poor cratemen’, while the 1699 inventory of the Pickleherring pottery listed as outstanding creditors ‘severall Baskit women’ who were obviously allowed to take stock from the pottery on account (Britton 1990, 82). Realistically, given that mode of transport, the wares would probably not have been distributed more than fifty miles from the pottery. The Brislington and Bristol potters benefitted from their location on the navigable River Avon and were able to distribute their wares by ship to ports along the coast of the Bristol Channel and via the River Severn and its tributaries.
By the 18th century there are references to potters using retail shops: in 1757 The London Tradesman records that ‘The Earthen-Ware shop is a Dependant on the Pot-House: They buy their Goods from several Houses in England, from Holland, and at the Sales of the East-India Company’ (Archer 1997, 25).
Despite the competition which must have existed between potters to sell their wares there is evidence that potters stocked and sold wares manufactured in other potteries elsewhere in the country. Between 1784 and 1787 the wares sold at the Water Lane pottery in Bristol included those purchased from potters working in Burslem, Longport, Shelton and Hanley in Staffordshire, Broseley in Shropshire and Lye near Stourbridge in Worcestershire (Owen 1873, 344).
The tin-glazed earthenware potters were quick to exploit the markets offered by the overseas colonies and a document of 1673/74 records that English potmakers ‘sent great quantities of ware to Scotland, Ireland, Barbadoes and the King’s plantations’. The export of earthenware overseas is covered in greater detail and, in particular, the importance of the export of earthenware through the Port of Bristol is analysed, in Chapter 6 below.
The Death of Tin-Glazed Earthenware
Despite its widespread and long-lived popularity tin-glazed earthenware had major drawbacks: it chipped easily, the glaze was liable to flake from its surface, it was porous and it did not lend itself readily to mass production. Initially the chief rival of tin-glazed earthenware was the white salt-glazed stoneware produced in Staffordshire from the 1720s. This was attractive, strong, durable and had a thin, even glaze. In the wake of this successful material the Staffordshire potters evolved a cream-coloured earthenware, commonly called ‘creamware’ or ‘Queen’s Ware’. This was admirably suited to moulded, stamped, pierced and even transfer-printed decoration, thus enabling it to be mass produced.
Faced with these new fashions in ceramics all but one of the Bristol tin-glazed earthenware potteries went out of business: the Temple Street pottery closed sometime after 1727, the two potteries in Limekiln Lane closed in the early 1740s, Redcliff Back 1 closed around 1761 and Redcliff Back 2 closed in about 1776 when its owners, the Frank family, transferred their business to the Water Lane pottery. Only the Water Lane pottery confronted the ‘creamware challenge’ posed by the Staffordshire potters – the proprietor, Joseph Ring, purchased inside knowledge on the manufacture of creamware in the form of Anthony Hassells, a potter from Shelton. With his help, Ring was able to announce on 23 December 1786 in the newspaper, Felix Farley’s Bristol Journal, that he had ‘established a Manufactory of Queen’s and other earthenware which he will sell on as low Terms Wholesale and Retail as any of the best Manufactories in Staffordshire can render the same to Bristol’. So successful was the Water Lane pottery in matching the competition from Staffordshire that it remained in production, on various sites in Bristol, until 1969.